Micro-laserbewerkingsmachine met waterstraalgeleiding

Gedetailleerd diagram
Invoering
Naarmate de productie steeds hogere eisen stelt aan precisie en productiviteit,waterstraalgeleide laser (WJGL)Technologie wint aan momentum, zowel qua toepassing in de techniek als qua marktpotentieel. In hoogwaardige sectoren zoals de lucht- en ruimtevaart, elektronica, medische apparatuur en de automobielindustrie worden strenge eisen gesteld aan dimensionale nauwkeurigheid, randintegriteit, beheersing van de warmtebeïnvloede zone (HAZ) en het behoud van materiaaleigenschappen. Conventionele processen – mechanisch bewerken, thermisch snijden en standaard laserbewerking – kampen vaak met problemen zoals overmatige thermische belasting, microbarsten en beperkte compatibiliteit met sterk reflecterende of warmtegevoelige materialen.
Om deze beperkingen aan te pakken, introduceerden onderzoekers een hogesnelheids-microwaterstraal in het laserproces, waarmee ze WJGL creëerden. In deze configuratie fungeert de waterstraal tegelijkertijd als eenstraalgeleidingsmediumen eeneffectief koelmiddel/middel voor het verwijderen van vuilDit verbetert de snijkwaliteit en vergroot de toepasbaarheid van verschillende materialen. Conceptueel gezien is WJGL een innovatieve hybride van traditionele laserbewerking en waterstraalsnijden, die een hoge energiedichtheid, hoge precisie en aanzienlijk minder thermische schade biedt – eigenschappen die een breed scala aan precisieproductieprocessen ondersteunen.

Werkingsprincipe van een waterstraalgeleide laser
Zoals weergegeven in Fig. 1, is het centrale concept van WJGL het transporteren van laserenergie door een continue waterstraal, die in feite functioneert als een "vloeibare optische vezel". In conventionele optische vezels wordt licht geleid doortotale interne reflectie (TIR)vanwege het verschil in brekingsindex tussen de kern en de bekleding. WJGL maakt gebruik van hetzelfde mechanisme bij dewater-luchtgrensvlakWater heeft een brekingsindex van ongeveer1.33, terwijl lucht ongeveer1.00Wanneer de laser onder de juiste omstandigheden in de straal wordt gebracht, zorgt TIR ervoor dat de straal binnen de waterkolom blijft, waardoor een stabiele voortplanting met lage divergentie naar de bewerkingszone mogelijk is.
Figuur 1. Verwerkingskenmerken van een waterstraalgeleide laser (schematisch).

Spuitmondontwerp en microstraalvorming
Een efficiënte laserkoppeling in de jet vereist een nozzle die een stabiele, continue, bijna cilindrische microjet kan produceren, terwijl de laser onder een geschikte hoek binnenkomt om totale interne reflectie (TIR) aan de water-luchtgrens te behouden. Omdat de stabiliteit van de jet een grote invloed heeft op de stabiliteit van de straaltransmissie en de focusseerbaarheid, zijn WJGL-systemen doorgaans afhankelijk van nauwkeurige vloeistofregeling en zorgvuldig ontworpen nozzle-geometrieën.
Figuur 2 toont representatieve straaltoestanden die worden gegenereerd door verschillende spuitmondtypen (bijvoorbeeld capillaire en diverse conische ontwerpen). De geometrie van de spuitmond beïnvloedt de straalvernauwing, de stabiele lengte, de turbulentieontwikkeling en de koppelingsefficiëntie – en daarmee de bewerkingskwaliteit en herhaalbaarheid.
Water vertoont ook golflengteafhankelijke absorptie en verstrooiing. In het zichtbare en nabij-infrarode spectrum is de absorptie relatief laag, wat een efficiënte transmissie mogelijk maakt. Daarentegen neemt de absorptie toe in het verre infrarood en ultraviolette spectrum, waardoor de meeste WJGL-implementaties werken in het zichtbare tot nabij-infrarode spectrum.
Figuur 2. Spuitmondstructuren voor microstraalvorming: (a) vernauwingsschema; (b) capillaire spuitmond; (c) conische spuitmond; (d) bovenste conische spuitmond; (e) onderste conische spuitmond

Belangrijkste voordelen van WJGL
Traditionele bewerkingsmethoden omvatten mechanisch snijden, thermisch snijden (bijv. plasma/vlam) en conventioneel lasersnijden. Mechanisch bewerken is contactgebaseerd; gereedschapslijtage en snijkrachten kunnen microbeschadigingen en vervormingen veroorzaken, waardoor de haalbare precisie en oppervlaktekwaliteit beperkt worden. Thermisch snijden is efficiënt voor dikke secties, maar produceert doorgaans een grote warmtebeïnvloede zone (HAZ), restspanningen en microscheurtjes die de mechanische prestaties verminderen. Conventionele laserbewerking is weliswaar veelzijdig, maar kan nog steeds last hebben van een relatief grote HAZ en instabiele prestaties bij sterk reflecterende of warmtegevoelige materialen.
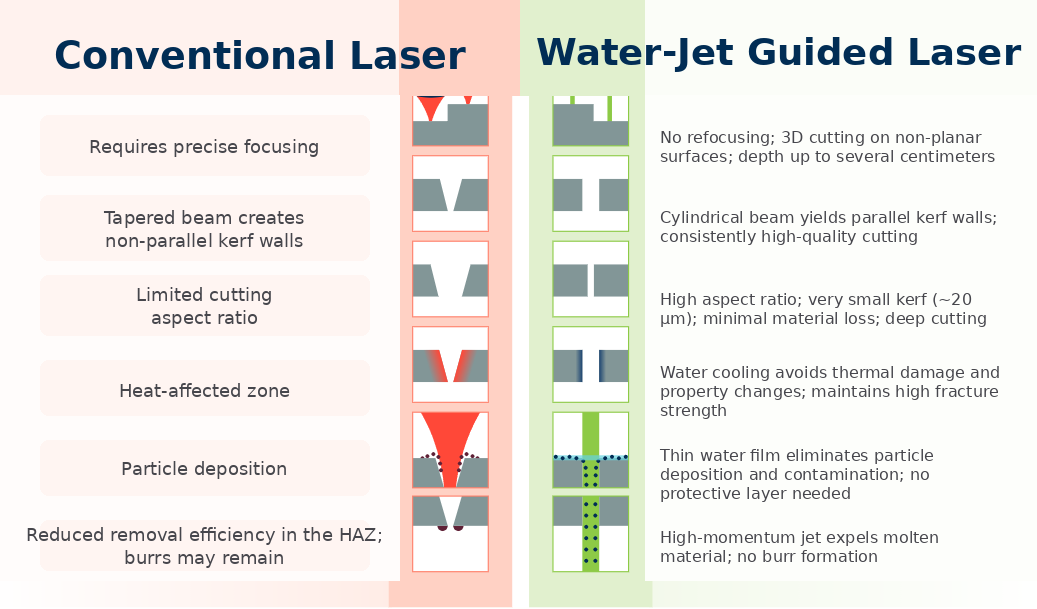
Zoals samengevat in Fig. 3, gebruikt WJGL water als transmissiemedium en tevens als koelvloeistof, waardoor de warmtebeïnvloede zone (HAZ) aanzienlijk wordt verminderd en vervorming en microscheurtjes worden onderdrukt, met als gevolg een verbeterde precisie en een betere rand-/oppervlaktekwaliteit (zie Fig. 4). De voordelen kunnen als volgt worden samengevat:
-
Minder thermische schade en een verbeterde kwaliteit.De hoge soortelijke warmtecapaciteit en de continue waterstroom voeren warmte snel af, waardoor warmteophoping wordt beperkt en de microstructuur en eigenschappen behouden blijven.
-
Verbeterde focusstabiliteit en energiebenuttingDoor de opsluiting in de straal worden verstrooiing en energieverlies verminderd in vergelijking met voortplanting in de vrije ruimte. Dit maakt een hogere energiedichtheid en een consistentere bewerking mogelijk – uitermate geschikt voor fijn snijden, microboren en complexe geometrieën.
-
Schonere en veiligere werkingHet watermedium vangt dampen, deeltjes en vuil op en verwijdert deze, waardoor de luchtverontreiniging wordt verminderd en de arbeidsveiligheid wordt verbeterd.
Figuur 3. Vergelijking tussen conventionele laserbewerking en WJGL.
Figuur 4. Vergelijking van typische snij- en boortechnologieën.

Toepassingsgebieden
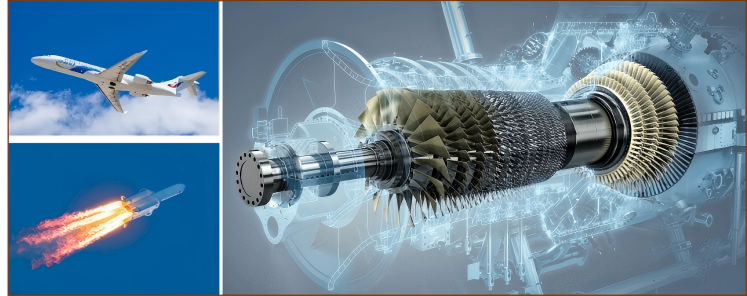
1) Lucht- en ruimtevaart
Lucht- en ruimtevaartcomponenten maken vaak gebruik van hoogwaardige materialen zoals titaniumlegeringen, nikkellegeringen, CFRP, CMC en keramiek. Deze materialen zijn lastig te bewerken met behoud van zowel precisie als efficiëntie. Dankzij de combinatie van hoge energiedichtheid en effectieve koeling maakt WJGL nauwkeurig snijden mogelijk met een kleinere warmtebeïnvloede zone (HAZ), waardoor vervorming en materiaalverlies worden geminimaliseerd en betrouwbaarheidskritische onderdelen worden ondersteund.
2) Medische hulpmiddelen
De productie van medische hulpmiddelen vereist uitzonderlijke precisie, reinheid en oppervlaktekwaliteit voor producten zoals minimaal invasieve instrumenten, implantaten en diagnostische/therapeutische apparaten. Door de bewerkingszone te koelen en te reinigen met een waterstroom, vermindert WJGL thermische schade en oppervlakteverontreiniging, waardoor de consistentie verbetert en de biocompatibiliteit wordt bevorderd. Het maakt bovendien de nauwkeurige fabricage van complexe geometrieën voor op maat gemaakte apparaten mogelijk.

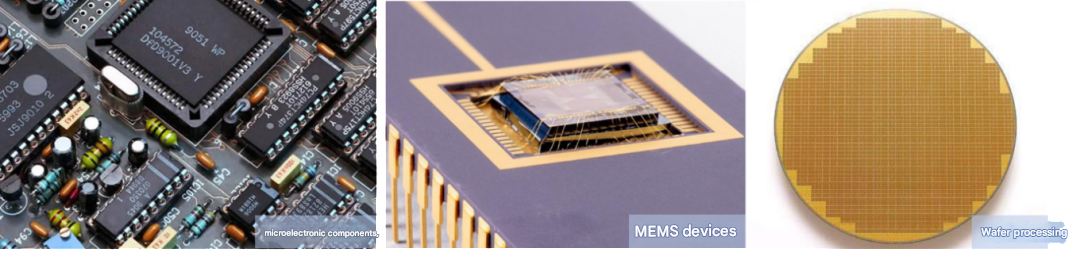
3) Elektronica
In de micro-elektronica en halfgeleiderproductie wordt WJGL veelvuldig gebruikt voor het snijden van wafers, het verpakken van chips en microstructurering vanwege de hoge precisie en de lage thermische impact. Waterkoeling beperkt door hitte veroorzaakte schade aan gevoelige componenten, waardoor de betrouwbaarheid en de stabiliteit van de prestaties verbeteren.
4) Diamantbewerking
Voor onderdelen van diamant en andere ultraharde materialen biedt WJGL uiterst nauwkeurig snijden en boren met een lage thermische impact, minimale mechanische spanning, hoge efficiëntie en superieure rand-/oppervlaktekwaliteit. In vergelijking met conventionele mechanische methoden en sommige lasertechnieken is WJGL vaak effectiever in het behoud van de materiaalintegriteit en het voorkomen van defecten.

Veelgestelde vragen over waterstraalgeleide lasers (WJGL)
1) Wat is waterstraalgeleide laserbewerking (WJGL)?
WJGL is een laserbewerkingsmethode waarbij de laserstraal wordt gekoppeld aan een micro-waterstraal. De waterstraal fungeert zowel als straalgeleider als koel- en deeltjesverwijderingsmedium, waardoor een hoge precisie met minder thermische schade mogelijk is.
2) Hoe werkt WJGL?
WJGL maakt gebruik van totale interne reflectie aan het water-luchtgrensvlak. Omdat water en lucht verschillende brekingsindices hebben, kan de laser binnen de waterkolom worden geleid en gebundeld – vergelijkbaar met een "vloeibare optische vezel" – en stabiel naar de bewerkingszone worden gebracht.
3) Waarom verkleint WJGL de door hitte beïnvloede zone (HAZ)?
Het continu stromende water voert warmte efficiënt af dankzij de hoge warmtecapaciteit. Dit voorkomt warmteophoping, waardoor de warmtebeïnvloede zone (HAZ), vervorming en microscheurtjes worden verminderd.
4) Wat zijn de belangrijkste voordelen ten opzichte van conventionele laserbewerking?
De belangrijkste voordelen zijn doorgaans:
-
Minder of geen herfocusseertijd nodig; geschikt voor niet-vlakke/3D-snijbewerkingen.
-
Meer consistente, parallelle zaagsnedewanden en een verbeterde zaagkwaliteit.
-
Aanzienlijk lagere thermische impact (kleinere warmtebeïnvloede zone)
-
Schoner proces: water vangt deeltjes op en helpt afzetting/verontreiniging te voorkomen.
-
Minder braamvorming: de straal helpt gesmolten materiaal uit de zaagsnede te verwijderen.
Over ons
XKH is gespecialiseerd in de ontwikkeling, productie en verkoop van hoogwaardige optische glassoorten en nieuwe kristalmaterialen. Onze producten worden gebruikt in de optische elektronica, consumentenelektronica en de militaire sector. We bieden saffieren optische componenten, lenskappen voor mobiele telefoons, keramiek, LT, siliciumcarbide (SIC), kwarts en halfgeleiderkristalwafers. Dankzij onze expertise en geavanceerde apparatuur blinken we uit in de verwerking van niet-standaard producten en streven we ernaar een toonaangevende hightech onderneming in opto-elektronische materialen te worden.

Gerelateerde producten
-
Dia50.8×0.1/0.17/0.2/0.25/0.3mmt Saffier ...
-

6 inch 150 mm siliciumcarbide (SiC) wafers 4H-N type...
-
SiO2 dunne film thermische oxide silicium wafer 4 inch...
-
Saffieren pilaar volledig gepolijst slijtvast t...
-

Galliumnitride (GaN) epitaxiaal gegroeid op saffier...
-

SiC keramische spankophouder Keramische zuignappen voor...